安瓿瓶拉絲灌封機的結(jié)構布局合理(lǐ),並輔以電控及平行流技術的應用,使(shǐ)灌封機(jī)符合GMP規範
要求。其特點如下。
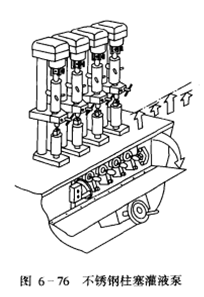
(1)灌液泵采用無密封環的不鏽鋼柱塞泵,如(rú)圖(tú)6—76所示,該泵裝有精密的驅動機構及獨(dú)立(lì)的校準器,可快速(sù)調節裝量;還可(kě)以進一步調整吸回量,避免了藥(yào)液濺溢。驅動機構(gòu)中(zhōng)設有灌液安全(quán)裝(zhuāng)置,當灌注係統出現故障,能立即停(tíng)機(jī)。裝量能在1-20mL範圍內通用。
(2)安瓿頭的檢測器,通過單片微機監控,確保無安瓿不灌液。
(3)灌封機頂部設(shè)有(yǒu)靜壓箱,確保安瓿從進口至各工位都能受到100級平行流保(bǎo)護;而且在初啟動時風速未(wèi)能達到規定值的情況下,聯動裝置使主機不能啟動,確保生產安全(quán)。
(4)扇形齒板靠2個槽凸輪的疊加作用,伺服於進瓶螺杆和(hé)輸送齒條,能使交(jiāo)接平穩(wěn),速度快,噪聲低(dī),而且利於排除碎瓶玻璃屑(xiè),如圖6—77所示(shì)。
(5)能適應城市(shì)管道煤氣和液化氣。
(6)每當停機(jī)時,拉絲鉗鉗口能自動(dòng)停於高位,避免(miǎn)燒壞鉗口。
(7)在進瓶輸送帶的接VI處設(shè)有(yǒu)伸縮緩衝帶和接口控製箱,箱內裝有(yǒu)儲瓶上下限(xiàn)位接近開關,如圖6—78所示(shì)。當緩衝帶3處於下限(即缺瓶)時,下限接近(jìn)開關使進瓶螺杆2停轉不供瓶;緩衝帶達到高位(即滿瓶堆積)時,上限接近(jìn)開關使烘箱輸送網帶(dài)停機不動,不再送瓶。該控製箱能使二機速度匹配協(xié)調,再加上清洗機與烘箱輸送網帶(dài)的接口匹配協(xié)調,從而使洗、烘、灌三機達到(dào)接口匹配協調,運轉安全可靠。