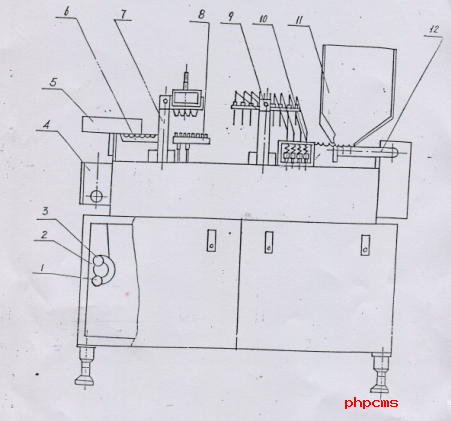

1.氧氣貯氣缺灌 2.電動(dòng)機 3.煤(méi)氣(qì)貯氣灌
4.減速箱 5.出瓶鬥 6.送瓶機構
7.拉絲鉗架 8.火(huǒ)頭架 9.吹灌針架
10.灌裝機構 11.進瓶鬥 12.進瓶輸送機構
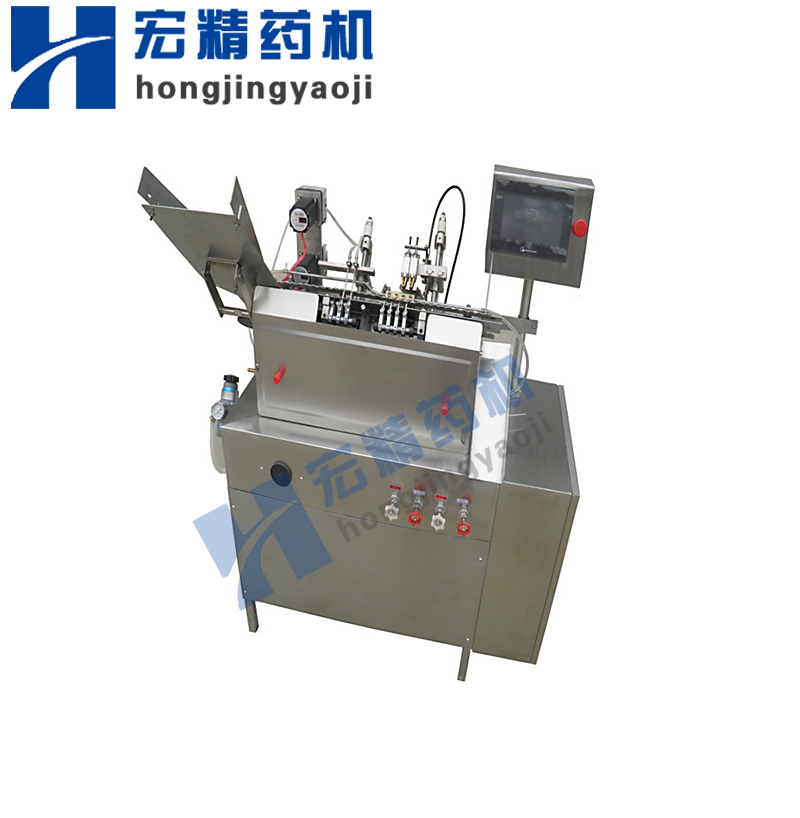
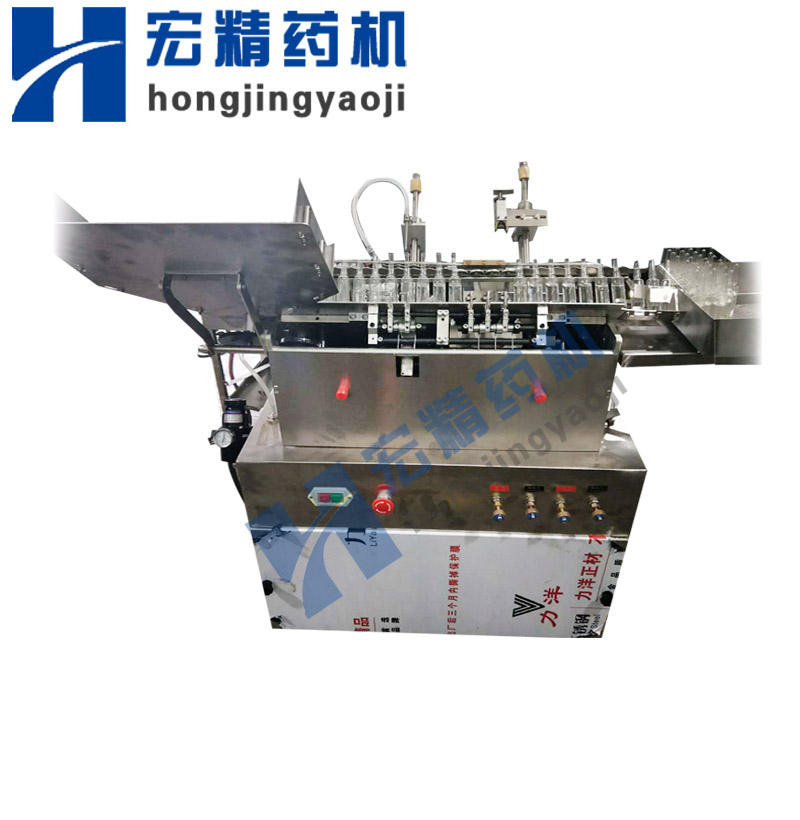
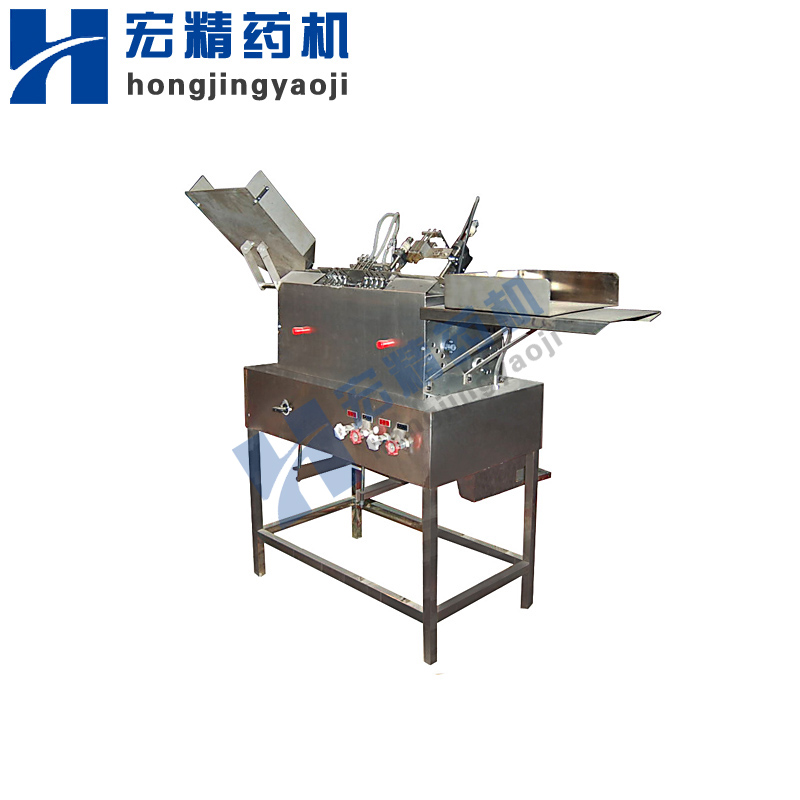
三、安瓿瓶灌裝封口機技術參數
1.安瓿規格: 1ml 2ml
2.產 量: 115-125支/分(fèn)
3.封口燃氣: a. 煤(méi)氣﹢氧氣 b.液化氣﹢氧氣
4.燃氣壓力(lì): P煤氣=0.9-1Kpa P氧氣(qì)=0.08-0.1Mpa
5.吹氣壓力:采用無油(yóu)壓縮空氣,其壓力≥0.4-0.5Mpa
6.電 動 機(jī) : 型號:JW7124 JW5014 功率:0.61kw
轉速:1400轉/分 電壓:380V 50Hz
7.整機外型尺寸:L×W×H: 1300×980×1350mm
8.機 重:150kg
配套係列產品:
點(diǎn)擊圖片(piàn)可跳轉至產品頁麵
——

——

——

或
 四(sì)、產品細節
四(sì)、產品細節

導液管及倒液(yè)針管(guǎn)
通過導(dǎo)液管輸送藥液,並由倒(dǎo)液針管將藥液導入安瓿(bù)瓶(píng)。
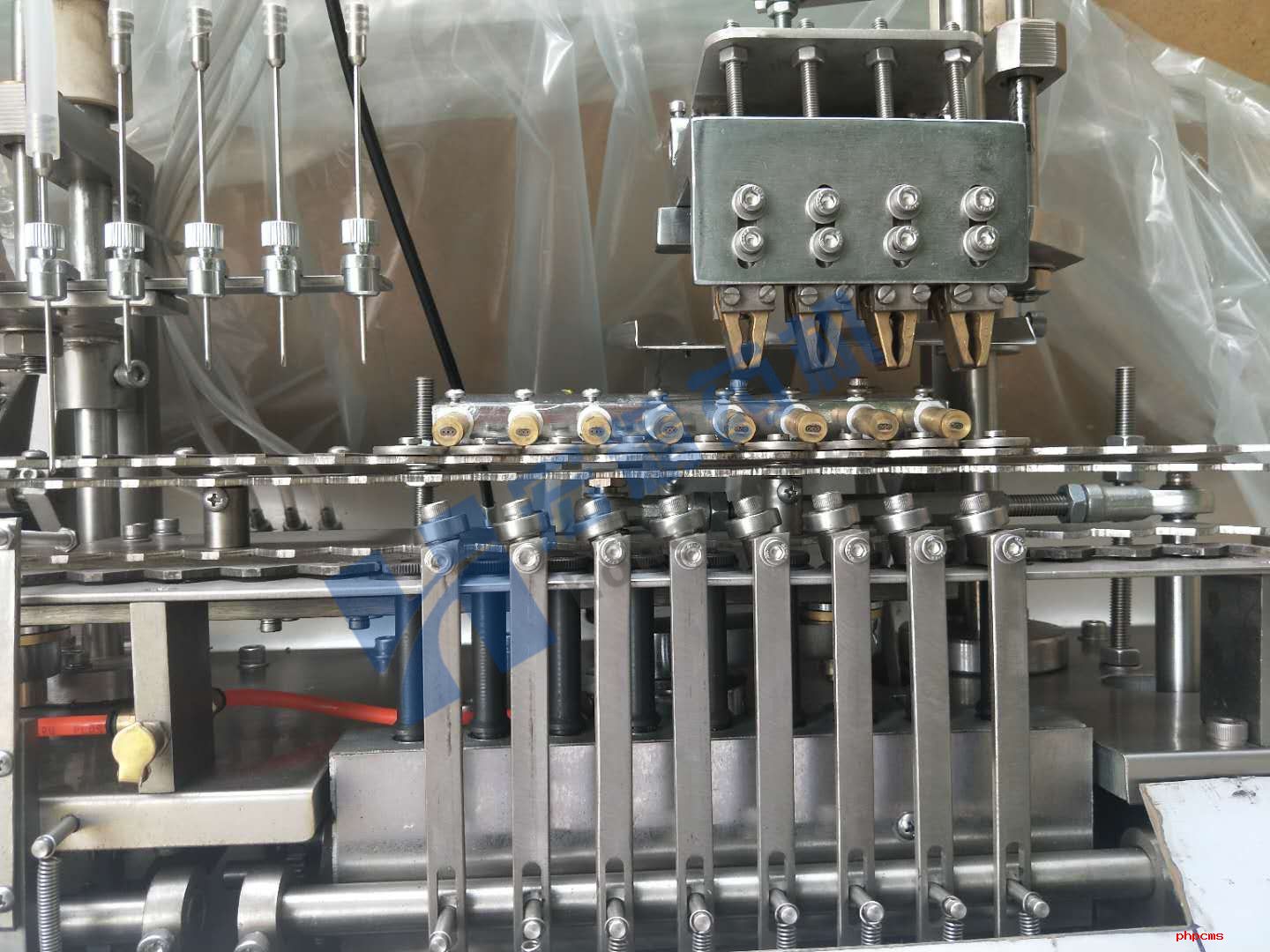

火頭及拉(lā)絲鉗
機器設有兩組(zǔ)火頭,一組為預熱火頭,一組為拉絲火頭,兩次熱化(huà)後,拉絲鉗迅速(sù)下降到最低位置融化安瓿瓶頸夾(jiá)住,並上升完成拉絲。

傳動齒板
傳送安瓿瓶,當安瓿規格互換時,需將上齒板略(luè)微調節,否則或影響安瓿瓶的傳送(sòng)。

燃氣及氧氣開關
可通過調節氧氣(qì)機燃氣的量來調節火頭大小。向左為開,向(xiàng)右為關(guān)閉。使用完畢後,務必關掉燃氣及氧氣。
五(wǔ)、各部位的操作及調整
1.進瓶部分(見圖一
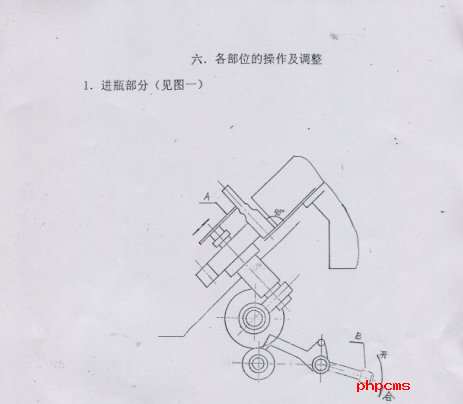
(一) 擋瓶板(bǎn)的調整(zhěng)
開車前,調整輸送鏈的擋板(A)使安瓿落在輸送鏈槽塊中並與底板垂直,以保證(zhèng)安瓿(bù)輸送平穩,避免產生夾瓶現象。
(二) 離合器的使用
每當安瓿用完需加瓶時,在不停機的情況下可打開離(lí)合器手柄B,使輸送鏈槽停止送瓶,而灌裝(zhuāng)封口工位上的安瓿又能順利(lì)工作完畢。
2、針架(jià)組的調整(見圖二)
(一(yī))安瓿位置(zhì)調(diào)整
停機用手輪輸送一組十六隻空安瓿放置於針架(jià)上,旋鬆(sōng)螺母E,是安瓿與上固定板(bǎn)D及下固定板F互成90°,再調整上固定板的高低,並(bìng)使上固定板D距離安瓿口約17mm然後旋緊螺母E.
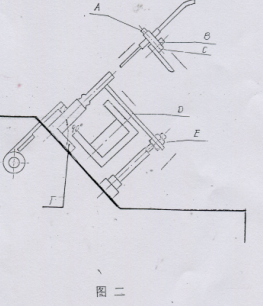
(二)針頭組的調節
針頭組的作用有二種,一組吹氣,另一組灌裝藥液。兩組(zǔ)調節(jiē)方法相同,特別是藥液(yè)灌裝,為保證泵打出(chū)來的藥(yào)液能及進地輸送到每一隻安(ān)瓿內,針頭伸入安瓿內距離須超過瓶頸2mm,但又不得摩擦安瓿(bù)口。因此,可按下列步驟調(diào)節
A. 為使針頭進入安瓿時不與安瓿扣摩擦,可以有(yǒu)針調節螺釘B來調整鬆動B,針頭固定板C移動,然後對準安瓿中心旋緊B即可。
B. 針管在安瓿內的調節分二步。第一步調(diào)整整體行程到瓶頸部位,然後第(dì)二步調節螺(luó)釘A,是使(shǐ)針管(guǎn)微量上下移(yí)動到所要求的範圍內。
C. 上述(shù)二點的(de)調整(zhěng)必須是用手輪(lún)來調整的(手輪方(fāng)向麵對操作人為順(shùn)時針,不可以逆時針旋轉)。轉(zhuǎn)動手輪(lún),針頭架之針(zhēn)頭下移動的時(shí)機(jī)應使安瓿剛(gāng)剛擱到灌注(zhù)藥液(同吹氣)這擋齒板(bǎn)時針頭應開始插入安瓿口,當藥液灌注好後,針口(kǒu)應在安瓿搬(bān)動前全(quán)部退至安瓿口外,直到二組針頭全部通知好為止。
經過以上調節以後,必須用手輪多(duō)轉幾圈,查看機構工作情況,但必須注意,每隻鬆動的緊固螺釘一定要在調整後旋緊,否則會影(yǐng)響機器的正常運轉。
3 自(zì)動止灌裝置(zhì)的調節:
自動止灌機裝置的作用(yòng)是防止機器在生產過程中,遇著個別缺(quē)瓿或安瓿使用完但(dàn)機器仍在運轉,而不使藥水注出,避免汙損機器,防止浪費,其(qí)工作原理及調節方法如下:
a.工作原理
每當轉動齒板(bǎn)將安瓿搬到灌藥(yào)水工位時,這是壓瓶凸輪(lún)的高點沿圓弧(hú)逐漸向底點下(xià)移,而壓瓶座與調節羅釘靠扭簧力向下,直(zhí)到(dào)壓住安瓿瓶為(wéi)止,此時調節羅釘與壓板保持一定距離,故將拉杆栓不再拉出,而頂杆將(jiāng)帶動頂杆套一(yī)起向上移動,使玻璃泵工作,達到了灌液之目的,如果碰(pèng)到(dào)缺瓶時,而這(zhè)是壓瓶(píng)座上調節羅(luó)釘要壓住壓板,起到了(le)鋼絲繩將(jiāng)拉杆栓拉出,頂杆帶不動頂杆套,使(shǐ)玻璃(lí)泵不工作嗎,而達到停止灌液之目的。(見圖三)
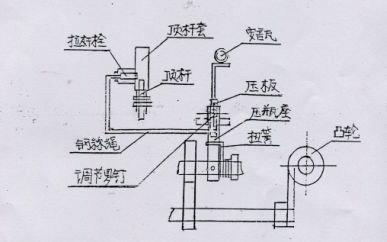
b.調節方法:
當安瓿規格互換時,止灌裝置因安瓿直徑大(dà)小而受(shòu)到(dào)影(yǐng)響,為此可以利用壓瓶座上調節羅釘放長與縮短來調節與壓板之間的間隙,以保證灌藥裝置的作用。
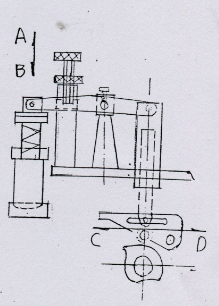
4、藥液裝置的調節(jiē):
藥液裝(zhuāng)置大小的方法兩種:見圖:
(1)利用鬆開扇子板上螺帽(mào),移至C方向,則裝量增加,移至D方向,則裝量減少。
(2)利用橫梁上調節螺帽鬆開,移向至A方向,則裝量增加,移向至B方向,則裝量減少。兩種調準好後,把螺帽拚(pīn)緊。
5、燃氣頭的調節
本拉(lā)絲灌封機所用燃氣為煤氣加氧(yǎng)氣,或液化氣加氧氣兩(liǎng)種使用時對氣體進行壓力控製。煤氣和液化(huà)氣的所壓控製在0.9~1Kpa,氧氣壓力(lì)控製在0.08~0.1Mpa,在(zài)封口時隻須將煤氣和氧氣(qì)按一定比例就能對(duì)安(ān)瓿進行加(jiā)熱。
拉絲封口是(shì)否光滑嚴密,與火焰大小、燃氣位置高低及安瓿轉動是否均勻有(yǒu)關,因此從以下幾方麵(miàn)進行調(diào)整:
(一)煤氣火(huǒ)頭(tóu)和氧氣火焰(yàn)大小調節:(見附圖一(yī))
燃氣火開關接在麵板上,先按煤氣開關,然後點火後再開氧氣,(切不可先開氧氣開關)煤氣和氧氣的調節閥將貯氣罐中的煤氣和氧氣分別送至火頭,並控(kòng)製(zhì)其大(dà)小,通過混合產生(shēng)火焰。一般藍白色火焰為(wéi)最好,綠色或紅(hóng)色火焰表示濕(shī)度降低,則可以提高氧氣的比例來改善。
在燃氣頭點火時,應先開(kāi)燃氣(qì)總開(kāi)關(guān),在熄火時也應先關燃氣總開關,以確保安(ān)全(quán)。
(二)燃氣頭位置高低的調節(見圖四)
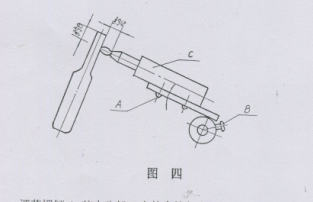
調節(jiē)螺釘A,使火頭架C上的火焰與安瓿保持一定距離(lí)約12mm,調整調節螺釘B,使火點的火焰距離(lí)安瓿口約8mm,然後根據安瓿預熱(rè)或加熱來調節火焰大小(xiǎo)。
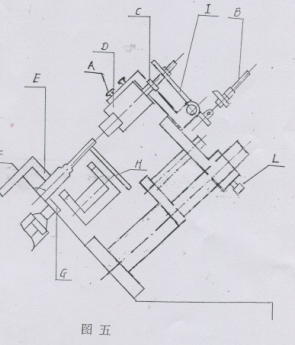
6.拉絲鉗的調整(zhěng)(見圖五)
安瓿封口(kǒu)的好(hǎo)壞,除(chú)與火焰大(dà)小有關外,還與安瓿在拉絲工位上的轉動情況、拉絲鉗拉(lā)絲位置、力大小有關。因此,拉絲(sī)鉗上下位置、時間調(diào)節得適當與(yǔ)否,對拉絲封口起到相當大的作用,其調(diào)整方(fāng)法如下:
(一)保證安瓿旋轉(zhuǎn)
調整壓杆F使其上軸承壓在安瓿上旋轉自如,同時托輪G及上固定板H使安瓿垂直底板,這樣才保證旋轉平穩。
(二)拉絲鉗位置調整:
通過L對拉(lā)絲鉗D進行粗調,使拉(lā)絲鉗鉗口到達安瓿拉絲部位,然(rán)後觀看拉(lā)絲情況,再對微調螺母(mǔ)A進行微調,修正鉗(qián)口位(wèi)置,使(shǐ)拉(lā)絲鉗拉絲達到(dào)技術要求。
(三(sān))拉絲鉗開、閉的調整
開鉗凸輪(lún)轉動,使鋼絲(sī)繩B上下運動,壓板I上下擺動(dòng),從而(ér)使拉絲鉗口D開閉(bì),完成拉絲動作,調節螺栓C可微(wēi)調鉗口開(kāi)合大小。
 七、機器的使用及保養
七、機器的使用及保養
(1) 每次開車前(qián)用手輪轉動機器,查看轉動是否有異常現象,確定(dìng)正常後方可開車。
(2) 調整機器時,工具使用要適當,嚴禁用過大的估計或用過猛來(lái)拆卸零件,避免損壞機件或影響機器性能。
(3) 每當機器(qì)進行(háng)調整後,一定要將鬆動過(guò)的螺(luó)釘緊固,再用手輪察看各工位動作是否協調,方可以開車。
(4) 燃氣頭應經常從火頭大小來判斷是否(fǒu)良好,因為燃氣(qì)頭之(zhī)小孔使用一定時機器必須保持清潔,嚴禁機器上有油汙、藥液或玻(bō)璃碎(suì)屑,以免造成機器損蝕,故必(bì)須注意如下(xià):
a. 機器(qì)生產過(guò)程中,及時清除藥液或玻璃碎屑。
b. 交班前將機器各部清潔一次,機(jī)器表麵(miàn)運動部位進(jìn)行潤滑。
c. 每周應大(dà)擦洗一次,特別是將平(píng)常使用中不容易清潔的地方擦淨,或用壓縮空氣吹淨,對機器傳動部位進行潤滑。
d. 應經常檢查機器氣源接口是(shì)否有鬆動,皮管是否(fǒu)有破損,鬆動應緊固,破損應更換。
八、機器的安(ān)裝
(1)機器安裝前,應將機器清洗幹淨。
(2)講機器檢查一下,觀看在裝運過程中有(yǒu)無損(sǔn)壞(huài)鬆動。
(3)將各潤滑點加新潤滑油。
(4)用手輪轉動機器檢查個(gè)工位動作是否正(zhèng)確
(5)檢查(chá)電路係統,但必須要有接地裝(zhuāng)置,防止感應,灌注係統、燃氣係統、氣源係統是否正確。
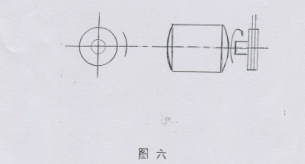
(6)上(shàng)述準備(bèi)好後,卸下三角皮帶,合上電源(yuán),觀(guān)察(chá)電動機主動(dòng)輪是否順時(shí)針旋轉(見圖六),方向正確後,方可裝上皮帶開車。
 六、視頻展示
六、視頻展示
相關產品關鍵詞:
定量安瓿瓶灌(guàn)裝(zhuāng)封口機,
安瓿瓶灌封機(jī)